


告别切削烦恼!3/4-16UNF不锈钢螺纹2秒成型方案
不锈钢3/4-16UNF螺纹高效滚压解决方案
一、 应用挑战与工艺优势
在石油化工、医疗器械及高端流体连接件制造中,不锈钢316L因其卓越的耐腐蚀性而被广泛使用。然而,在其上加工大规格的英制细牙螺纹(如3/4-16UNF)面临挑战:材料难加工、对螺纹强度与密封性要求极高。
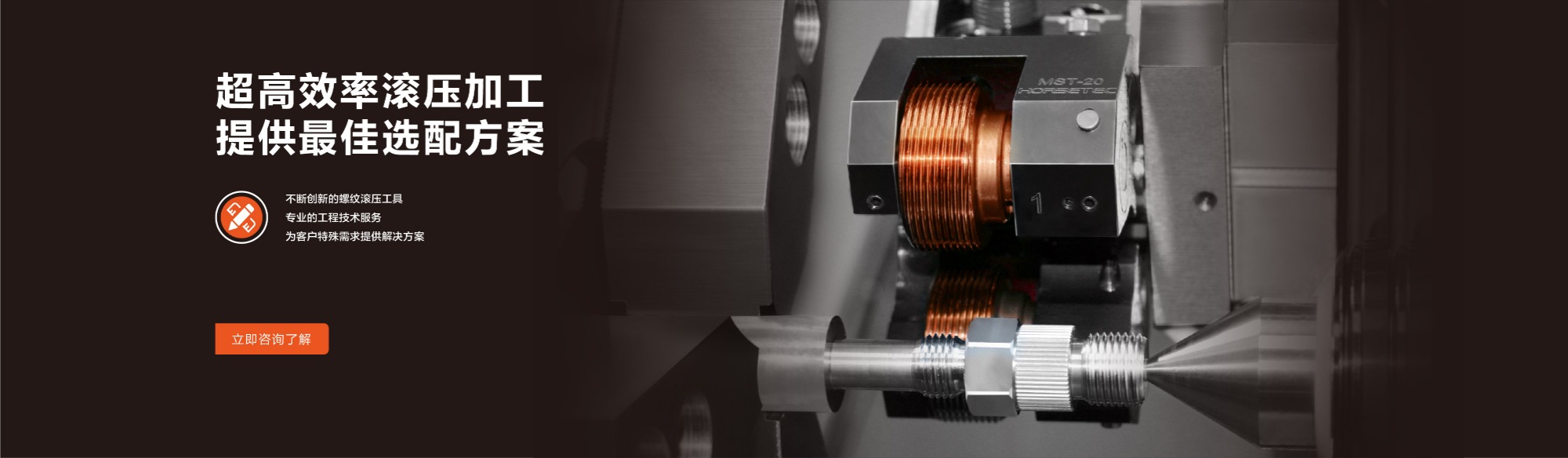
轴向螺纹滚压工艺 作为先进的冷成形技术,是解决此难题的最佳方案:
质量跃升:螺纹表面粗糙度可达Ra0.4-0.8,金属纤维连续,抗疲劳强度较切削工艺提升30%以上。
效率倍增:单件加工时间可缩短至2-3秒,生产效率提升数十倍。
绿色制造:无切屑产生,节省材料并保持工作环境清洁。
工具长寿:滚压头无刃口磨损,寿命极长,大幅降低单件加工成本。
二、 官方推荐工具选型(基于2026版规格)
根据最新产品规格表,以下轴向螺纹滚压头型号的加工范围明确覆盖 3/4-16UNF 规格,均为可行选择:
| 推荐型号 | UNF螺纹加工范围 (2026版规格) | 核心优势与选型建议 |
| MS-23 | 5/16″ – 3/4″ | 精准匹配之选:加工范围上限完全覆盖3/4英寸,是满足规格要求最标准、最经济的型号。 |
| MS-34 | 9/16″ – 1 1/8″ | 高刚性优选:结构尺寸更大,刚性显著增强。特别适合不锈钢等难加工材料,能提供更稳定的加工过程与更长的滚轮寿命,是追求极致可靠性的首选。 |
| MS-233400 | 3/4″ – 1 7/16″ | 大范围适用之选:下限即为3/4英寸,并为未来加工更大规格螺纹预留了能力,投资前瞻性强。 |
选型指导:
若追求最佳性价比与精准匹配,首选 MS-23。
若应对严苛工况,追求最高的加工稳定性、螺纹质量及工具寿命,强烈推荐 MS-34。
若有明确的未来产品线扩展计划,可考虑 MS-233400。
三、 成功案例与效益数据
加工实例:某阀门制造商使用 MS-34 滚压头对SUS316L材质的泵体接头进行3/4-16UNF螺纹滚压。
单件工时:2.1秒
螺纹质量:表面光亮,通止规检测合格率100%,完全无需二次去毛刺。
工具寿命:在稳定生产环境下,连续加工超过5000件后,滚轮仍保持良好状态。
综合效益:该项目实现了生产线效率提升、不良品率降至近乎为零,并省去了后续清理工序,年均节约生产成本超百万元。
四、 我们的承诺
权威技术依据:所有推荐均严格遵循最新的2026版产品技术规格,确保选型的严谨与可靠。
专注难加工材料:我们的工具系列涵盖从标准到强刚性的完整产品,专为应对不锈钢、高温合金等材料的加工挑战而设计。
全流程支持:从方案选型、装机调试到工艺优化,我们提供全程技术支持,确保客户快速投产并达到最佳效果。
迈道纳机械科技(无锡)有限公司 致力于为客户提供最前沿的螺纹滚压技术与高可靠性工具解决方案。如需获取详细技术参数或安排样件试加工,敬请随时与我们联系。