


豪斯泰克“螺纹滚压”技术:助力摩托车长双头螺栓加工革新
2026-05-30 15:35:07
豪斯泰克
4
在摩托车制造领域,长双头螺栓作为车架与核心部件连接的关键件,其加工质量直接关乎整车性能与安全。针对该部件硬度高、加工效率低、耐疲劳要求严苛的行业共性痛点,豪斯泰克依托螺纹滚压技术,推出高质高效解决方案,为摩托车行业注入新动能。
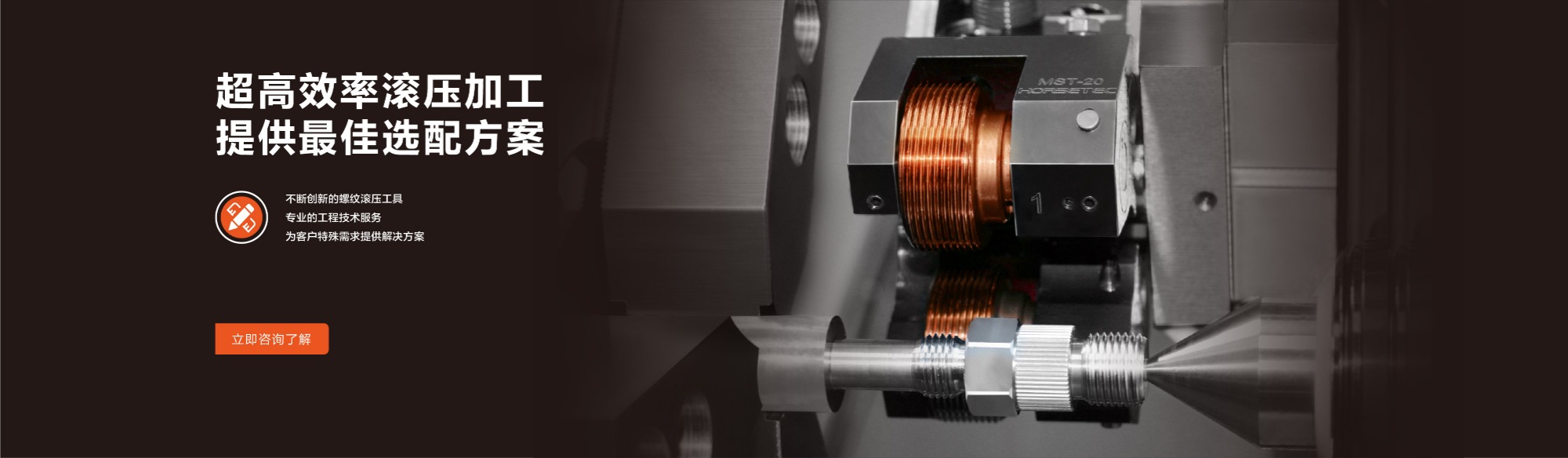
核心技术:螺纹滚压,破解加工难题
螺纹滚压工艺采用高硬度滚压轮对螺栓坯料进行冷作成型,通过一次成型完成两端螺纹加工。相较传统车削工艺,效率提升3倍以上,单件耗时大幅缩短;同时,通过表层材料晶粒细化,螺纹表面粗糙度显著降低,耐磨性提升50%,且牙型轮廓清晰、无毛刺,完美适配摩托车高强度连接需求。
行业价值:提质增效,赋能制造升级
- 可靠性升级:技术适配45#钢、40Cr等高硬度材料,满足摩托车关键连接件对精度与寿命的严苛要求,助力客户实现“零疲劳失效”目标。
- 成本优化:滚压刀具寿命延长5~8倍,单件综合成本显著降低,为客户构建“质量+成本”双重竞争优势。
- 轻量化协同:通过提升材料强度,可在保证安全的前提下优化螺栓结构,为整车减重提供技术支撑。
冠军品质,成就赛道传奇
在摩托车赛场,可靠连接是胜利的基石。豪斯泰克螺纹滚压技术以创新驱动制造升级,助力品牌客户打造冠军品质。我们欣喜地看到,张雪机车凭借卓越性能与可靠品质,勇夺五连冠佳绩,用实力诠释了“中国制造”的硬核力量。祝贺张雪机车再创辉煌,期待未来携手更多行业伙伴,共同推动摩托车产业高质量发展!
豪斯泰克深耕螺纹加工领域十余年,始终以“破解制造难题、提升客户价值”为使命。未来,我们将持续以创新驱动制造升级,让每一根螺纹都承载可靠,助力客户抢占市场先机,成就更多冠军品质!
